| 小林设计素材网
客服QQ:178308054 Email:178308054@qq.com 机械设计资料 |
相信专业,相信小林 | 小林机械资料网竭诚为您服务! |
|
|
 |
| 首页
| 工艺夹具
| 数控编程
| 注塑模具
| 冲压模具
| 机械机电
| 土木工程
| 采矿通风
| 其他专业
| 购买流程
| 信誉说明
| 付款账号
| 加盟
|
 |
|
|
| 您现在的位置: 主页 > 注塑模具 > |
|
设计名称 |
六角螺母注塑模设计[工艺卡]
|
|
|
设计编号 |
I073
|
|
设计软件 |
AutoCAD,
Word |
|
包含内容 |
见右侧图片
|
|
说明字数 |
8000字 |
|
图纸数量 |
见右侧图片
|
|
推荐指数 |
较高 |
|
价格: |
价格优惠中 |
|
整理日期 |
2013.09.26 |
|
整理人 |
小林 |
|
购买流程 |
<查看如何购买本站设计> | |
|
设计简介 |
设计描述:
文档包括:
Word版说明书一份,31页,约8000字
CAD版本图纸,共6张
目录
1. 塑件的成形工艺性分析 2
(1) 塑料材料特性 3
(2)塑料材料成形性能 4
2. 塑件的成形工艺参数确定 5
3.模具的基本结构及模架选择 6
(1)模具的基本结构 6
(2)选择模距 9
4.模具的结构设计计算 10
(1) 型腔结构 10
(2)型心结构 10
(3)导柱、滑块结构 10
(4) 模具的导向机构 10
5. 模具成形尺寸设计计算 11
(1)型腔尺寸计算 11
(2)型芯尺寸计算 12
6.模具的加热、冷却系统 13
7.型腔厚壁的确定 14
8.冷料穴和拉料杆的确定 14
9.排气方式设计 15
(1)排气槽设计 15
(2)行型面排气 15
10.模具成形零件的结构 15
(1)型的结构设计 15
(2)镶块的设计 15
11.注射机参数的校核 16
(1).最大注塑量的校核 16
2.模具与注射机安装部分相关尺寸校核 17
12.模具成形零件工作尺寸要素考虑因素 18
(1)塑件收缩率的波动 18
(2)模具成形零件的制造误差 18
(3)模具成形零件的磨损 19
(4)塑件的总误差 19
(5)塑件尺寸和精度的原则 20
13.零件刚度和强度校核 20
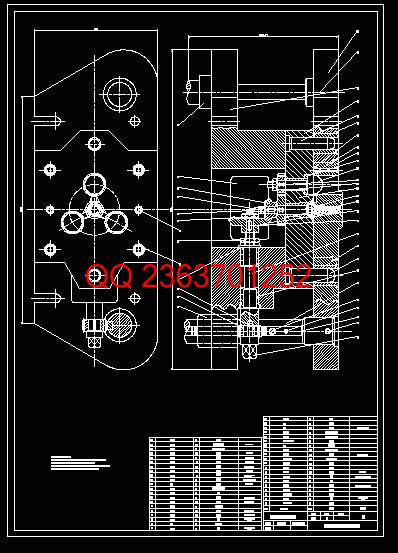
14.模具装配图及模具的装配试模 21
15.模具的安装调试 24
(1) 试模前的准备 24
(2)模具的安装及调试 24
(3) 试模 26
六角螺母注塑模设计
1. 塑件的成形工艺性分析:
塑件如图1.1所示
(1) 塑料材料特性
①基本特征:
PA塑料(聚酰胺)通称为尼龙(Nglon)尼龙是含有酰胺基的线型热塑性树脂,尼龙的这一类塑料的总称。根据原料的不同,常见的尼龙品种有尼龙1010,尼龙610,尼龙66,尼龙6,尼龙9,尼龙11等。
②使用特性及用途:
尼龙有优良的力学性能,抗拉,抗压,耐磨,经过拉伸定向处理的尼龙,其抗拉强度很高,接近于钢的水平,因尼龙的结晶性很高,表面硬度大,摩擦系数小,故具有十分突出的耐磨性和自润滑性,它的耐磨性高于一般用做轴承材料的铜,铜合金,普通钢等。尼龙耐碱,弱酸,但强酸和氧化剂能侵蚀尼龙。尼龙的缺点是吸水性能强,收缩率大,常常因吸水而引起尺寸变化,其稳定性较差,一般只能在80°c ~100°c之间使用。
为了进一步改善尼龙的性能,常在尼龙中加入减摩剂,稳定剂,润滑剂,玻璃纤维填料等,以克服尼龙存在的一些缺点,提高机械强度。
尼龙广泛用于工业上制作各种机械,化学和电器零件。如轴承,齿轮,辊轴,滚子,滑轮,泵叶轴,风扇叶片。蜗轮,高压密封扣圈,垫片,输油管,储油容器,绳索,传动带,电池箱,电器线圈等零件,还可将粉状尼龙热喷到金属表面上,以提高耐磨性或作为修复磨损零件之用。
(2)塑料材料成形性能
尼龙原料较易吸湿因此在成形加工前必须进行干燥处理,尼龙的热稳定性差,干燥时为避免材料高温时氧化,最好采用真空干燥法;尼龙的熔体黏度较低,流动性好,有利于组成强度特别好的薄壁塑件,但容易产生飞边,故模具必须使用最小间隙,熔融状态的尼龙热稳定性较差,易发生降解使塑料性能下降,因此不允许尼龙在高温料筒内停留过长时间,尼龙成形收缩率范围及收缩率大,方向性明显,易产生缩孔,凹痕,变形等缺陷,因此应严格控制成形工艺条件。
2. 塑件的成形工艺参数确定
查有关手册得到PA(增强)塑料的成形工艺参数如下:
注射机类型:螺杆式
螺杆转速 20~40rpm
密度 1.4 ~1.6g /cm3
收缩率 0.3%~0.5 %
预热时间 2~3h
料筒温度 后段210°c~225°c
中段230°C~250°c
前段235°c~255°c
喷嘴温度 240°c~255°c
模具温度(℃) 50~80
注射压力 90~130Mpa
烘干温度 90°c~110°c
烘干时间 6~12h
保压压力 50~70 MPa
成形时间 注射时间 15~40s
保压时间 0~5 s
冷却时间 20~150 s
3.模具的基本结构及模架选择
(1)模具的基本结构
①确定成形方法
塑件采用注射成形法生产,为保证塑件表面质量,使用侧浇口成型,因此模具应为单分型面注射模。
②型腔分布
塑件形状较简单,质量较小,生产批量大,所以应采用多型腔注射模具,此模具采用一模三腔平衡布置,这样吗尺寸较小,制造方便,生产率高,塑件成本低,其布置如图所示:
塑件颜色:黑色
塑料要求:塑料外侧表面光滑,下端外沿不允许有浇口痕迹。
| |
|
|
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看.
机械毕业设计|论文 | |
 |
 |
|
[要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
 | |
|
|
 |
|
|
      |
|
声明:根据《互联网传播权保护条例》本站,小林机械资料商城,所列资料均属原创者所有,仅供学习交流之用,请勿转载并做其他非法用途。
Powered
by 小林机械资料商城 © 2013-2020 All Rights Reserved.
客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! |
|
|