|
设计描述:
文档包括:
Word版说明书一份,28页,约19000字
外文翻译一份
CAD版本图纸,共18张
毕 业 设 计(论 文)任 务 书
1.本毕业设计(论文)课题应达到的目的:
完成盒体零件的数控加工,包括加工前工艺的分析,工序的安排,夹具和刀具的选择,程序的编写。
2.本毕业设计(论文)课题任务的内容和要求(包括原始数据、技术要求、工作要求等):
本次课题主要是针对盒体零件进行的数控加工,主要的内容有:
1、装夹
(1) 夹具的选择
a、 选择夹具时通常考虑哪些因素
b、 夹具的类型
c、 零件的安装
d、 本次加工选择的夹具
(2) 批量生产时这样提高加工生产效率
a、夹具的改装
b、对改装夹具的说明
2、加工工艺
(1)加工中心的工艺特点
(2)盒体零件的工艺安排
4刀具的选择
(1)刀具选择应考虑的主要因素
(2)数控铣削刀具的选择:A铣刀类型的选择B铣刀参数的选择
(3)本次加工刀具的选择
5程序的编写
(1)主程序
(2)子程序
3.对本毕业设计(论文)课题成果的要求〔包括图表、实物等硬件要求〕:
毕业设计论文一份;
图纸18张:
完整零件图1张A2; 毛坯面编号图1张A4
加工过程图8张A4; 夹具图1张A4
单面加工完成图3张A4;
剖视图4张A4;
4.主要参考文献:
1、 兰建设主编 《机械制造工艺与夹具》 北京机械工业出版社 2004.7
2、 王志平主编 《数控编程与操作》 北京高等教育出版社 2003.
3、 王永章 杜君文 程国全主编 《数控技术》 北京高等教育出版社 2001.12
4、 《数控加工技师手册》编委主编 《数控加工技师手册》 北京机械工业出版社 2006.7
5、 李晓沛 张琳娜 赵凤霞主编 《简明公差标准应用手册》 上海科学技术出版社 2005.5
6、 陈海魁主编 《机械基础》 北京中国劳动社会保障出版社 2001.1
摘 要
数控是先进制造技术的基础技术。数控加工在现代化生产中显示出很大的优越性。
传统工业机械加工都是工人用手工操作机床,对工人的技术要求比较高;而现代工业机械加工已经采用数控加工了。数控加工就是在对工件材料进行加工前,事先在计算机上编写好程序,再将这些程序输入到使用计算机程序控制的机床指令性加工,或者直接在这种使用计算机程序控制的机床控制面版上编写指令进行加工。加工的过程包括走刀、换刀、变速、变向、停车等,都是自动完成的。数控加工是现代化模具制造加工的一种先进手段,当然,数控加工手段并不是一定只用于加工模具零件,用途广泛
本次的课题就是以一个雷达控制箱盒体为例子,通过传统加工和数控加工的对比,来体现数控加工的优势。并选择将此零件在数控加工中心(数控铣床)上对它进行加工。文中将详细描叙对此盒体零件加工的过程,包括加工前的一些准备工作如:加工前对零件进行整体的外型分析来选择最适合数控加工所使用的夹具,并对其进行适当的改装以提高加工的效率;对所加工零件的加工工艺的安排:决定哪些先加工,哪些后加工,装夹时怎样避开加孔和怎样保证不变形;再根据安排的工艺和零件的材料进行刀具选择和刀具的转速和进给速度的确定;最后根据安排的工艺和选择的刀具和夹具对零件进行程序的编写:根据零件的图形和尺寸确定所加工平面的工件坐标系选择适当的起刀点、下刀点、走刀路线、退刀路线和去除残料的加工并详细列出编写的程序,和一段程序加工完成后所出现的零件图形。
关键词:数控加工,雷达控制箱盒体,铣刀,夹具
目 录
第一章 零件选用数控加工的原因 .....................................3
1.1 选用数控加工的原因 ..................................................3
1.2 选用数控加工生产时的注意点 .........................................3
第二章 盒体零件加工前的准备 .......................................5
2.1 装夹 ..............................................................5
2.1.1夹具的选择 .....................................................5
2.1.2批量生产时怎样提高加工效率 ......................................5
2.2刀具的选择 ........................................................6
2.3加工工艺 ...........................................................8
2.3.1加工中心的工艺特点 ..............................................8
2.3.2盒体零件的工艺安排 .............................................8
第三章 加工过程示意图 .............................................16
参考文献 .............................................................16
附录A ................................................................17
A1主程序 ............................................................17
A2子程序 ............................................................27
图A3 A-A剖视图 .....................................................28
图A4 C-C剖视图 .....................................................28
图A5 B-B剖视图 ......................................................28
图A6 D-D剖视图 ......................................................29
附录B ................................................................29
完整零件图 ...................................................(见大图纸)
致谢 ..................................................................29
第一章 零件选用数控加工的原因
1.1选用数控加工的原因
雷达控制箱盒体的加工选用数控加工是因为此零件的孔加工比较多,而且每个孔所在零件的位置并不是很规则。这些孔是为了固定和安装盒体内零件所做的,孔的位置的精度将会直接影响到盒体内零件是否能安装进去和装入后能否正常的运行,所以这些孔的位置精度要求就比较高。并且这些安装型腔的低面粗糙度要求也比较高。
如果使用传统工业机械加工都是工人用手工操作机床,由于孔的位置不是很规则这样工人加工起来会很麻烦,使零件的生产时间增加,产品的成本也随之增加。如果采用大量的组合机床为此盒体零件制作专用夹具和孔加工专用模版进行自动线,流水线加工;这些适合于大批量生产的生产线,虽然能保证孔位置的精度,但是其建造和调试很困难,过程很长。一旦需要更换产品,则整个工艺过程全变了。即原来所有的设备将被抛弃,另外制造和购进新的设备,重新安装和调试生产线,资金的投入和时间的投入将会很大。
而数控加工就是在对工件材料进行加工前,事先在计算机上编写好程序,再将这写程序输入到使用计算机程序控制的机床指令性加工,或者直接在这种使用计算机程序控制的机床控制面版上编写指令进行加工。加工的过程包括走刀、换刀、变速、变向、停车等,都是自动完成的。这样所加工的孔的位置精度不但得到了保证,还减轻的工人的负担、缩短的生产时间提高了工作效率。而且由于数控加工的柔性加工特点,可以随时对此类零件孔的位置的改变,做出快速的调整,适合于此类零件的中小批量的生产。
1.2选用数控加工生产时的注意点
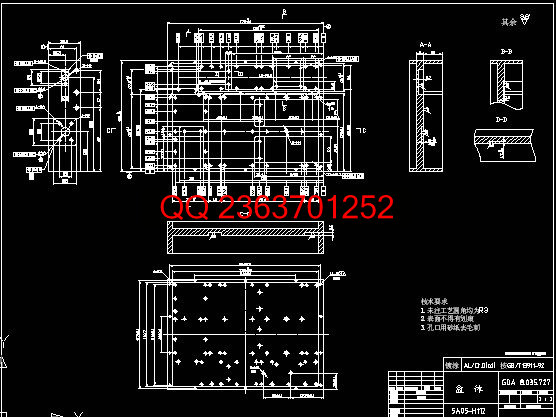
如图1-1可以看出此零件对于孔的位置要求比较高,并且它的底面精度也比较高。所在这个零件数控加工的生产中需要注意以下的几点:
1、 由于这个盒体零件对于孔的位置的型位公差要求的都比较高,即使是使用数控加工虽然是由计算机自己走刀和定位,但是还是不能排除由于机械原因而出现的位置偏差。比如丝杠的反向间隙就会影响到数控加工时孔的位置精度,所以为了避免出现这样的情况,在数控加工编程的时候要对孔加工时走刀路线的安排特别的注意。就是在选择孔加工走刀路线时都采用同一方向进刀的原则。比如加工第一个孔时是向+X和+Y进刀加工的,那加工下一个孔时也就只能向+X、+Y方向走刀。如果要往负方向走刀了那就只能够重新回到起刀点,重新进刀。
2、 由于这些底面粗糙读要求都比较高有的要到1.6,所以在加工时为了保证能够达到这样的粗糙度要求,在加工时特别是在开粗的时候要把冷却液开足,这样可以大量的冲走切削下来的铝屑,以免铝屑划伤底面影响表面粗糙度。并且在每次一段程序加工完成要换刀的时候,设置程序的暂停。将型腔内的铝屑清理干净,再开机进行加工,以免影响表面的粗糙度。
|