 |
|


|
������� |
�ͷ����ӹ����չ�̼��꧶5mm�о���� |
 |
|
��Ʊ�� |
K140 | |
|
������� |
AutoCAD, Word | |
|
�������� |
���Ҳ�ͼƬ | |
|
˵������ |
10000�� | |
|
ͼֽ���� |
���Ҳ�ͼƬ | |
|
�Ƽ�ָ�� |
�ϸ� | |
|
�۸� |
�۸��Ż��� | |
|
�������� |
2013.09.26 | |
|
������ |
�� | |
|
�������� |
<�鿴��ι���վ���> |
|
��Ƽ�� |
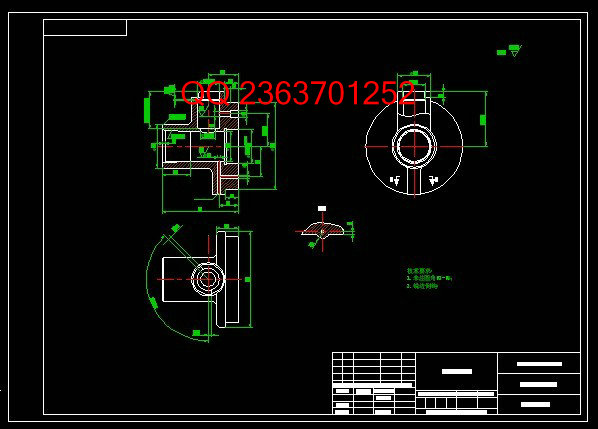
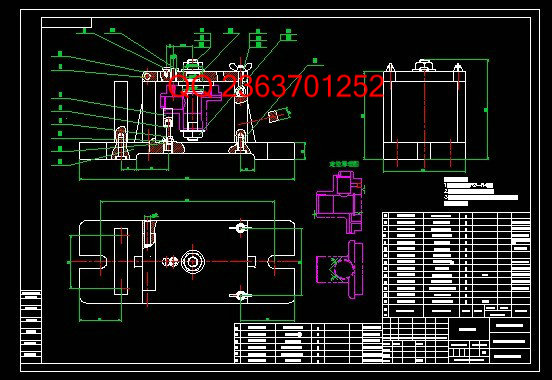
�ĵ�����:
��е���칤�ռ��о�
�ڻ�е������ҵ�����У���е�ӹ������顢���ӡ��ȴ�����װ����䡢�ȼӹ����գ���ʹ���Ŵ����ļоߣ�����װ�ӹ�����ʹ֮ռ����ȷ�ļӹ�λ�ã����Ų�������״�������������ҵ��Ӧ��Խ��Խ�㷺���Ҳ�Ʒ�ijɱ��������������ʶ��빤��װ��ϢϢ��أ���α�֤��������ļӹ����������Ϊ��Ҫ��
Ŀ¼
��1�¡������ļ�Ҫ���� 1
1.2.2��Φ16H10�ڿ�Ϊ���ĵļӹ����� 2 1.3.2 �����ߴ繫�� 3 1.3.3ȷ��ë������Ҫ�� 3
1.3.4 ������е�ӹ����� 3
1.4.2������ѡ�� 5 1.5.2�ӹ��εĻ��� 6 1.5.3����ļ������ɢ 6 1.5.4�����˳���� 6 1.5.5����·�߷���һ 6 1.5.6����·�߷����� 7
1.5.7����·�ߵıȽ������ 7 1.6.2��Բ���������߳��ȷ���ļӹ�������Φ63�L���桢Φ32�L���棩 9 1.6.3��Φ16�L 10 1.6.4��Բ���棨Φ24�L�� 10
1.6.5ϳȱ�ڣ�Φ16�L�� 10 |
|
����ͼֽ ��ͼ |
   |
|
˵��: |
�����˽Ȿ��Ƶľ�����ϸ��Ϣ����ϵ��վ�ͷ���˵�����ĸ���ƣ���ţ��ĸ���ϸ����,���ǽ�Զ�̻��ͼ�����ۿ�. ��е��ҵ���|���� |

| [Ҫ��PR��2,�ٶ���¼��1000ҳ;��ϵQQ:178308054] |
Powered by С�ֻ�е�����̳� © 2013-2020 All Rights Reserved. �ͷ�QQ:178308054
ϲ��www.xiaolinbysj.com���������QQ�ϵ�5λ���ѣ���л����֧�֣� ��ICP��2021006205��-1
