 |
|


|
设计名称 |
换挡拨叉零件的加工工艺及气动夹具设计-2套 |
 |
|
设计编号 |
V121 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
16000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.09.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
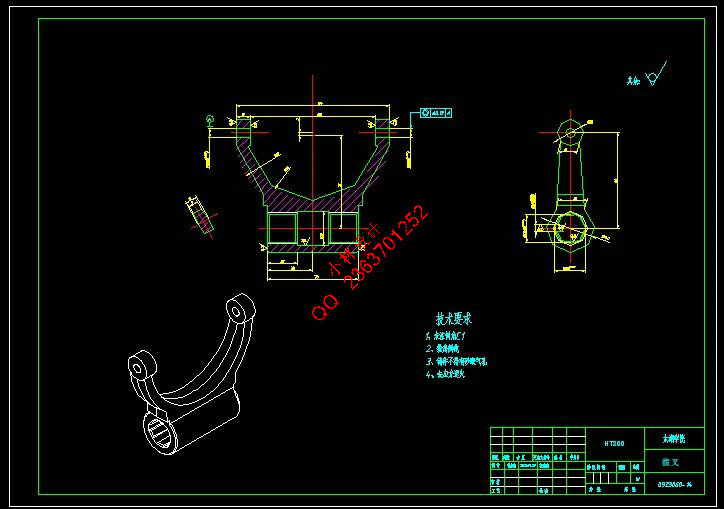
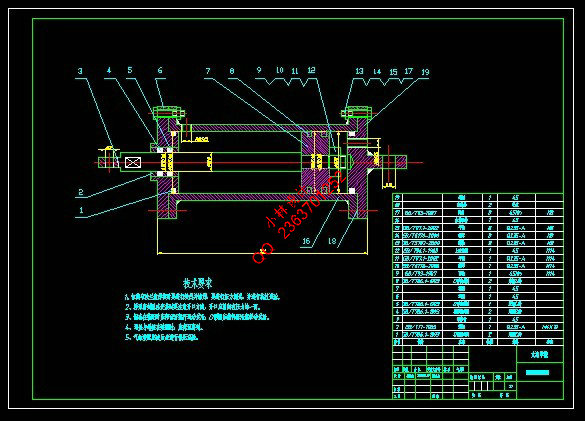
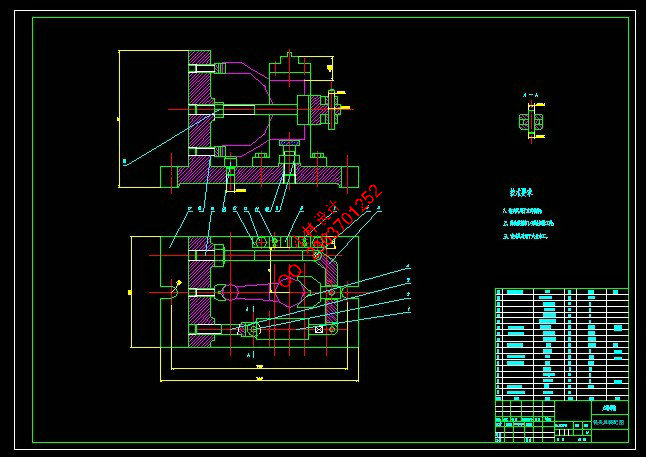
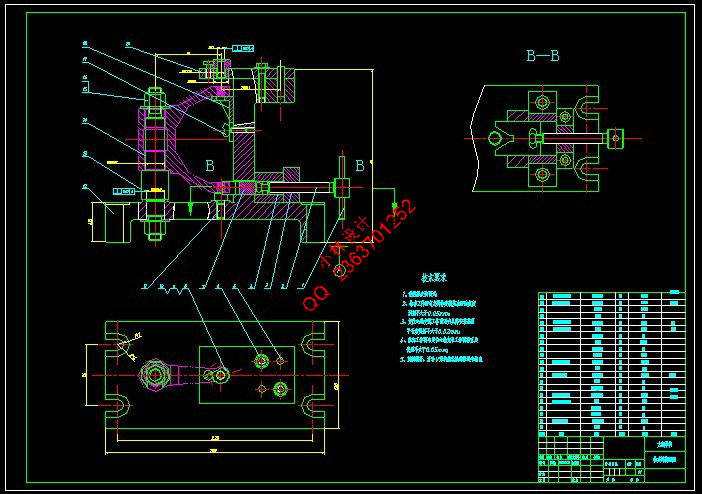
设计描述:
文档包括: CAD版本图纸,共16张
本次设计是对换挡拨叉零件的加工工艺规程及部分工序的专用夹具的设计。换挡拨叉零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以换挡拨叉大外圆端面作为粗基准,以换挡拨叉大外圆端面与两个工艺孔作为精基准。主要加工工序安排是先以换挡拨叉大外圆端面互为基准加工出端面,再以端面定位加工出工艺孔。在后续工序中除个别工序外均用端面和工艺孔定位加工其他孔与平面。并对部分工序实现了气动夹紧。 关键词 拨叉;加工工艺;专用夹具;气动夹具 Abstract The design is to decide process planning of shift fork parts and special clamp of part of a dedicated fixture. The main processing surface of the shift fork part is flat and the hole. Known by the principle of processing technology, we can easier ensure precision of the plane precision than the hole’s. Therefore, this design followed the principles, which machining the plane first. And a clear hole and surface processing is divided into roughing and finishing stages to ensure accuracy. The select of the rough base is a large cylindrical end, to shift fork end with two large cylindrical holes as a fine reference process. The first main processing operation to shift fork arrangement is a large cylindrical base machined end face each other, and then processed to face positioning technology holes. In addition to the follow-up processes are used outside of individual processes and process end processing of other hole’s location and plane. And designed a pneumatic fixture for one procession of the work-piece. Key words: Fork; processing; special fixtures; pneumatic clamp
|
|
部分图纸 截图 |
     |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
