 |
|


|
设计名称 |
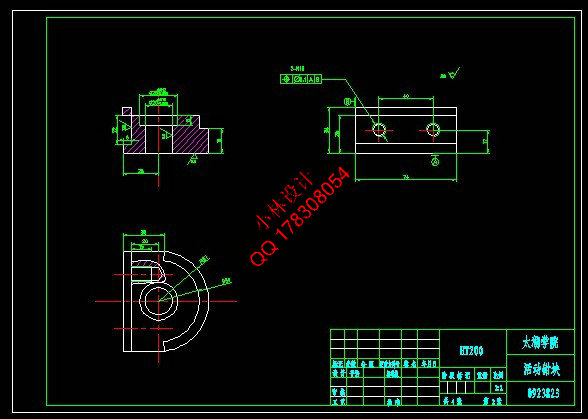
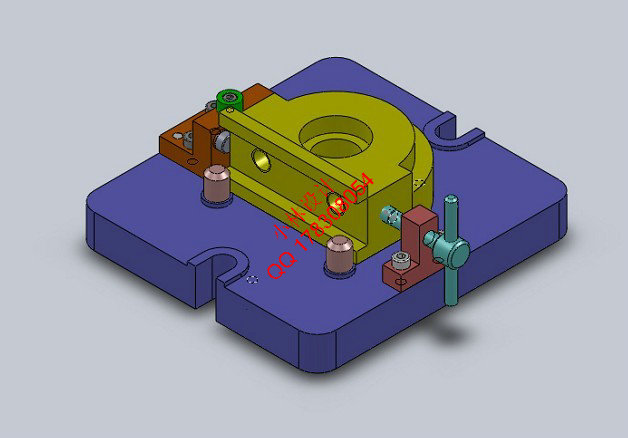
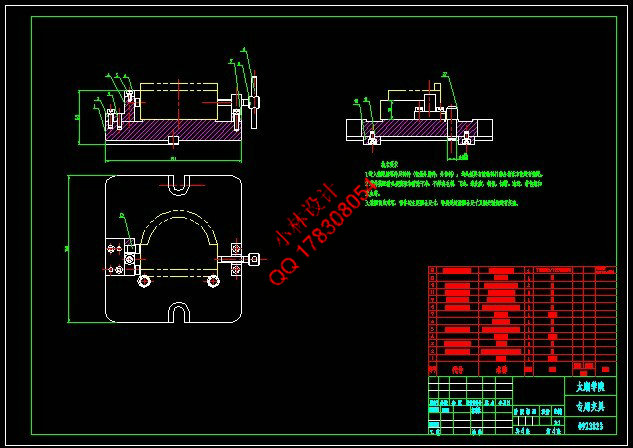
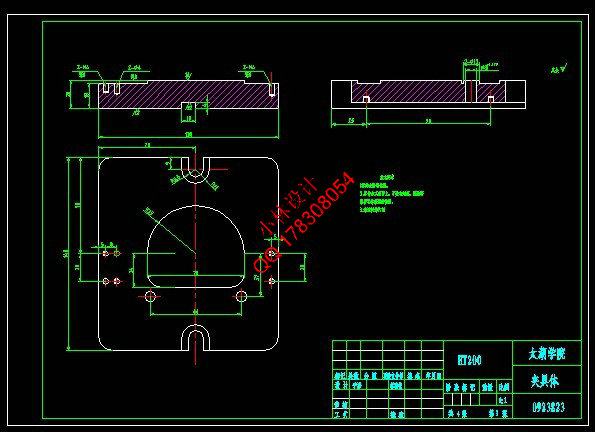
活动钳块加工工艺及铣端面夹具设计[SW三维] |
 |
|
设计编号 |
V111 | |
|
设计软件 |
AutoCAD, Word | |
|
包含内容 |
见右侧图片 | |
|
说明字数 |
13000字 | |
|
图纸数量 |
见右侧图片 | |
|
推荐指数 |
较高 | |
|
价格: |
价格优惠中 | |
|
整理日期 |
2013.9.26 | |
|
整理人 |
小林 | |
|
购买流程 |
<查看如何购买本站设计> |
|
设计简介 |
设计描述:
文档包括:
CAD版本图纸,共11张
摘 要
一方面就是针对这个尺寸的钳块设计出一个专门的夹具,这要求我们四年所学知识的集中应用。 工的地方,以及技术要求等等,在加工材料方面我选择了灰口铸铁,因为它的力学性能好,价格不高,且容易 获得,我根据目标零件的尺寸,我制订了74×64×32的毛坯,再结合基面先行,先粗后精,先主后次,先面后
孔的原则也为了减少装卸次数制订了如下加工工艺过程:
底孔——半精铣下表面—— 扩φ20H8的孔—— 扩φ28的孔;——铰φ20H8的孔——攻M10的螺纹
速,进给速度,背吃刀量按照自己的思路,逐一做了列举计算,详细请看工艺分析过程和工艺卡片。 工工艺对其做好夹紧力的计算,力学校核,和定位分析的基础上设计夹具,画出相应的二维三维图,整理好后 请老师查阅。顺利完成毕业答辩。 关键字: 工艺;夹具;计算;分析
divided into two parts, one is the process of active clamp block, on the other hand is the size of the clamp block to design a special fixture, focused on the application of the requirements of
our four years of knowledge. analysis of requirements of parts, its characteristics, needs, processing areas, as well as the technical requirements and so on, in the process I chose the materials of cast iron, because of its good mechanical performance, the price is not high, and easy to get, I according to the target part size, I made 74 * 64 * 32 blank, combined with the base first, coarse to fine, after the first primary time, the surface after the first hole principle in order to reduce the loading
and unloading times for the following process: milling left end -- hole drilling drill φ 20 -- M10 threaded hole bottom -- half precision milling surface -- expansion of φ 20H8 φ 28 hole -- expanding holes; threads -- hinge hole and
φ 20H8 -- M10 hole, I chose the Z3040 drilling machine, the feed rate of the cutting tool choice, spindle speed, depth of cut, according to their own ideas, one by one to do lists calculation, see the
process analysis and process card. large-scale production of the workpiece, and the structure is not too complex, calculation, do clamping force on the binding process of mechanics analysis, and based on the analysis of fixture locating design, draw the 2D and 3D graph corresponding, good after finishing please refer to.
Successfully completed the graduation reply. 目 录
1 绪论 1 |
|
部分图纸 截图 |
    |
|
说明: |
如需了解本设计的具体详细信息请联系本站客服,说明看哪个设计(编号)哪个详细部分,我们将远程或截图给您观看. 机械毕业设计|论文 |

| [要求PR≥2,百度收录≥1000页;联系QQ:178308054] |
Powered by 小林机械资料商城 © 2013-2020 All Rights Reserved. 客服QQ:178308054
喜欢www.xiaolinbysj.com,请告诉你QQ上的5位好友,多谢您的支持! 皖ICP备2021006205号-1
