|
���������
�ĵ�����:
WORD�����˵����1�ݣ���26ҳ��Լ6300������
CAD�汾ͼֽ����4��
����һ��
���̿�һ��
һ�������Ŀ����CA6140����������22�о����
����ԭʼ����
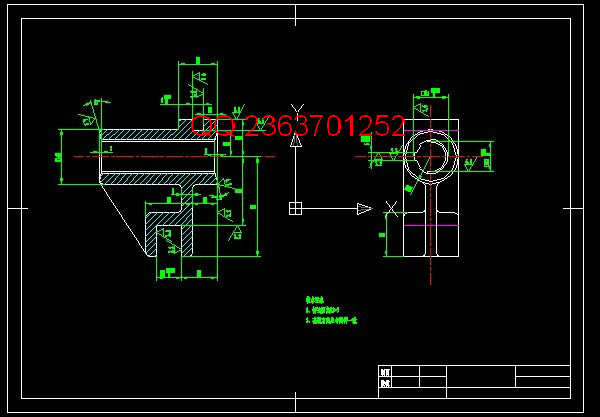
(1) ���ӹ���������ͼ 1��
(2) ��������:���������������������
�����Ͻ�����
1���������ͼ 1��
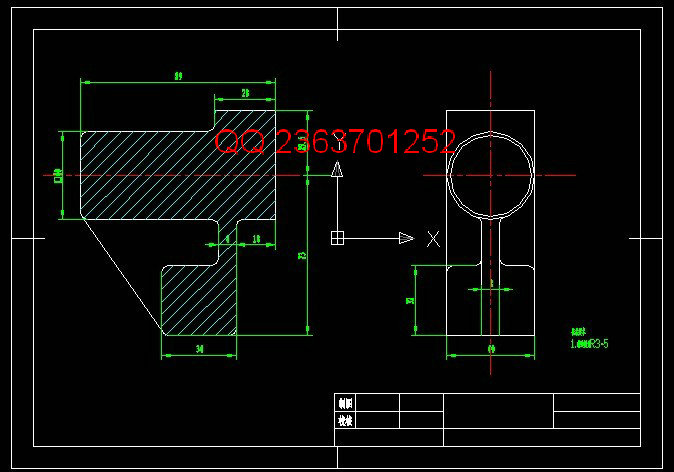
2��ë��ͼ 1��
3�����ƻ�е�ӹ����չ����ۺϿ�Ƭ 1��
4�����ƻ�е�ӹ����տ�Ƭ������������Ƽо߶�Ӧ���ǵ�����Ļ�е�ӹ����տ�Ƭ�� 1��
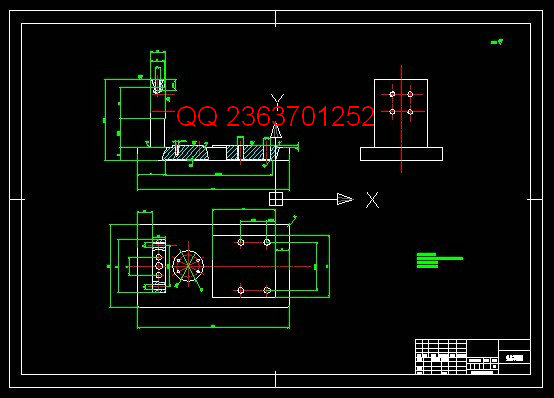
5�����Ƽо�װ��ͼ��A0��A1�� 1��
6�����Ƽо���1�����ͼ��A1��A2��װ��ͼ��������ָ����ʦΪѧ��ָ������Ƶ����ͼ��һ��Ϊ�о��壩�� 1��
7����д�γ����˵���飨Լ5000-8000�֣��� 1��
�ġ����Ȱ���
���γ����Ҫ����3������ɡ�
1����l��2������ϣ���Ϥ��Ŀ�Ρ�
2����3��7�죬�������Ĺ����Է���,ȷ��ë�������͡����췽���ͻ�е�ӹ����չ�̵���Ʋ����Ƴ�����Ļ�е�ӹ����տ�Ƭ��
3����8��10�죬��ɼо����巽����ƣ�������ͼ����ָ����ʦ��ͨ������ͬ���ǰ���£����пγ���Ƶ���һ������
4����11��13�죬��ɼо���װͼ�Ļ��ơ�
5����14��15�죬���ͼ�Ļ��ơ�
6����16��18�죬������������˵����ı�д��
7����19�죬���ͼֽ��˵����������ӡ��
8����20��21�죬���
ժ�� Ҫ
�����������Ŀ�����������CA6140�����IJ��档��λ�ڳ������ٻ����У���Ҫ����ʹ�����ת�˶����չ����ߵ�Ҫ�������������̣�����������ڴ���ϵͳ�в������Ƴ��֣���ʵ��ϵͳ���٣�ת���仨����Φ25mmͨ���������������������߲۴������˶��������������ͷ��λ�뻬�Ƴ�������ϡ�
Abstrac
Effect of topic parts to the parts is a fork of the CA6140 lathe. It is located on the lathe speed institutions, mainly from the shift, make the spindle rotary motion work, workers in accordance with the requirements of the work process: fork parts are in the driving system shift sliding gear, in order to realize the system control steering. The spline hole diameter 25mm by matching the shaft to transmit the cam curve groove to motion, two fork spare parts andsliding gear matched.
Ŀ ¼
1 ����Ĺ��շ���……………………………………………………………6
2 �����е�ӹ����չ�����………………………………………………6
2.1 ë����ѡ��…………………………………………………………6
2.2 ����ѡ��…………………………………………………………6
2.3 ����·�ߵ��ⶨ……………………………………………………7
2.3.1����ӹ��������ӹ�������ȷ��
2.3.2�ӹ�˳���ȷ��
2.4 �ӹ�����������ߴ缰�乫���ȷ��………………………………7
2.5 ��������ʱ�����ȷ��………………………………………………8
3 ������Φ20����о����……………………………………………………19
3.1 ��������……………………………………………………………19
3.2 λ��������λװ�õ���Ƽ���………………………………………19
3.2.1��λ������ȷ��
3.2.2��λԪ����װ�����
3.2.3��λ���ķ�������
3.3 ����Ԫ�����………………………………………………………21
3.4 �н�������װ�õ���Ƽ���………………………………………21
3.4.1�н�������ȷ��
3.4.2�н�����С�ķ�������
3.4.3�н�������װ�����
3.5 ����Ԫ�����о������……………………………………………24
3.6 �о߲�����ά����Ҫ˵��…………………………………………24
�ο�����………………………………………………………………………25
1������Ĺ��շ���
CA6140���湲������ӹ����档
1�Ի�����������Ϊ���ļӹ��档
��һ�������?25+0.230�L�����ݾ��λ����ס�?22+0.280�L���������˵�2*15°���Ǻ;�������Ϊ27�L��ƽ�档
2�Թ����Ҷ���Ϊ����8+0.030 �L�IJۺ�18+0.120�L�IJۡ�
������������֪�� ��������ӹ����棬���ȼӹ�����һ����棬Ȼ�������ר�üоӹ���һ����档
2��������Φ20�����е�ӹ����չ�����
2.1 ë����ѡ��
�������HT200�����ǵ�������Ĺ��������в��б��غɺͳ�����غɣ����ѡ����������ʹ������ά���������жϣ���֤����Ĺ����ɿ���������������Ϊ����������������ijߴ粢���ܴʿɲ�ȡ�����ͽ�ע�����顶��е���칤����Ƽ����ֲᡷ�����¼�ơ������ֲᡷ����1.3-1����2.2-1��2.2-4�Լ�ͼ2.2-1ȡ�ȼ�Ϊ2�����ȵ��漰���潽עȷ�����ӹ�����ļӹ�����Ϊ2.5±0.8�L��
|